
Annealing
Expert solutions to help you succeed
For virtually any annealing operation, Air Products has an atmosphere that’s ready to perform. Whether you are annealing ferrous or nonferrous metals, our wide range of atmosphere solutions can ensure that your special atmosphere requirements can be fully satisfied.
Since many of our atmospheres contain none of the unreacted hydrocarbons that are typically found with traditional exothermically-generated atmospheres, the improvement in surface quality often allows for a significant reduction in post-heat treatment cleaning or pickling costs, sometimes by as much as 80%. We also have a cooling application for temper rolling.
Heating Treating Solutions
Air Products offers a wide range of technologies, gases, equipment, and cutting edge solutions for the heat treating industry.

Industrial Gases from a Global Leader
- Global leading manufacturer of nitrogen, oxygen, and argon
- World leading producer and supplier of hydrogen and helium
- Reliable supply of industrial gases
- Excellent record of meeting on-time needs
- Industry leader in safety
- Technical support when you need it
- World-class customer service
Ask the Expert
Liang He
Advanced Materials Processing R&D Engineer, North America
“What’s the best hydrogen concentration for our nitrogen-hydrogen atmosphere for bright annealing of steels?”
Bright annealing of steels requires conditions that are reducing to steel oxides. Traditionally, the Ellingham diagram has been used to predict the conditions that correspond to oxidation of pure metals or reduction of their oxides. This method can be used to predict the conditions that should be reducing to iron oxides and the oxides of the alloying elements added to steels, such as chromium when stainless steels are considered. This traditional approach is not precise because it only uses thermodynamic data for pure metals and their oxides—it ignores the fact that iron and alloying elements form a solid solution. In addition, you can only determine the approximate equilibrium partial pressure ratio of hydrogen and water vapor for oxidation of a specific metal at a particular temperature.
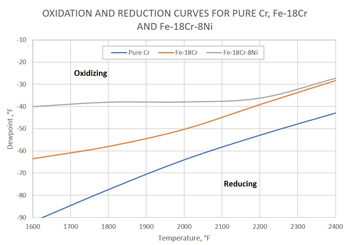
Alternatively, you can use more accurate and convenient diagrams for steels and other alloys, which are created with the help of modern databases and computer programs, such as FactSage™ (thermochemical software and database package developed jointly between Thermfact/CRCT and GTT-Technologies) or Thermo-Calc software. Using the oxidation-reduction curves, presented as dew point of pure hydrogen or nitrogen-hydrogen atmospheres versus temperature, you can quickly select the atmosphere for annealing steels without formation of oxides. The diagram in Figure 1 was calculated using FactSage. This diagram shows that oxidation-reduction curves for Fe-18%Cr and Fe-18%Cr-8%Ni systems representing stainless steels are higher than the corresponding Cr/Cr₂O₃ curves. For alloys (e.g. steels), you can achieve more precise calculations using thermodynamic data from both the pure substances (i.e. pure metals and oxides) and solutions databases. Such diagrams can be produced specifically for the steels of interest and variety of atmosphere compositions.
These methods can help you troubleshoot and optimize your annealing operation by balancing hydrogen usage versus product quality.
Oxidation-reduction curves for pure chromium, Fe-18%Cr and Fe-18%Cr-8%Ni for the total pressure of 1 atm with a hydrogen partial pressure of 0.05 atm, corresponding N₂-5% H₂. (This diagram has been produced using thermodynamic data for solutions in addition to the data for pure elements and their oxides.)
Figure 1:
CASE STUDY
An advanced atmosphere monitoring and control system to continuously monitor and regulate the annealing atmosphere for annealing carbon steel components is described.
Ask the Expert
Liang He
Advanced Materials Processing R&D Engineer, North America
“Is there a way to anneal and passivate 300 series stainless tube and keep it bright?”
Formation of oxide film is a function of hydrogen/water partial pressure ratio, temperature, and time, all of which can change significantly at the furnace exit. An elevated dew point due to air ingress reacting with hydrogen, combined with reduced temperature, will lead to oxidation if the time within the exit area is sufficiently long. Additionally, the ID surface of the tubing may cool more slowly than the OD, causing inconsistent oxidation. Countermeasures include increasing the tubing’s travel speed, increasing the hydrogen flow rate over all tubing surfaces, and applying a nitrogen curtain at the exit to dilute air ingress and assist in cooling. There are technological, safety, and cost considerations associated with each countermeasure.

Each Atmosphere Solution is Customized for Your Needs
We can help you choose the right atmosphere composition.
- Select and provide blending and flow control equipment
- Perform on-site atmosphere analyses for consistent dimensional control, carbon control, and physical and metallurgical properties
- Optimize your furnace process to lower operating costs
- Perform state-of-the-art metallographic and chemical analyses (SEM, ESCA, SAM, ISS, SIMS)
- Provide safety training
- Test atmospheres using your parts in our lab furnaces
- Demonstrate our system at your facility

Industrial Gas Audits and Leak Detection Services
Audits and leak detection services can be comprehensive assessments of the entire gas supply system, or specific to gas or process equipment that use the gas.
Additional Services
Gases
Air Products gases, typically provided in gaseous and liquid form, enable customers in a wide range of industries to improve their environmental performance, product quality, and productivity.
Argon
Compressed argon gas and liquid argon in a variety of purities and in various modes of supply around the world thanks to our network of storage and transfill facilities.
Helium
An inert gas for cryogenic, heat transfer, shielding, leak detection, analytical and lifting applications
Hydrogen
Valued for its reactive and protective properties, and used by many industries such as electronics, foods, glass, chemicals, refining and more can benefit from its unique properties to improve quality, optimize performance and reduce costs.
Nitrogen
Useful as a gas, for its inert properties, and as a liquid for cooling and freezing. Virtually any industry can benefit from its unique properties to improve yields, optimize performance and make operations safer.
Get in touch with our technical experts.
Contact us to put decades of annealing experience to work for you.